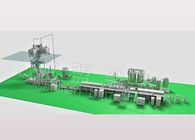
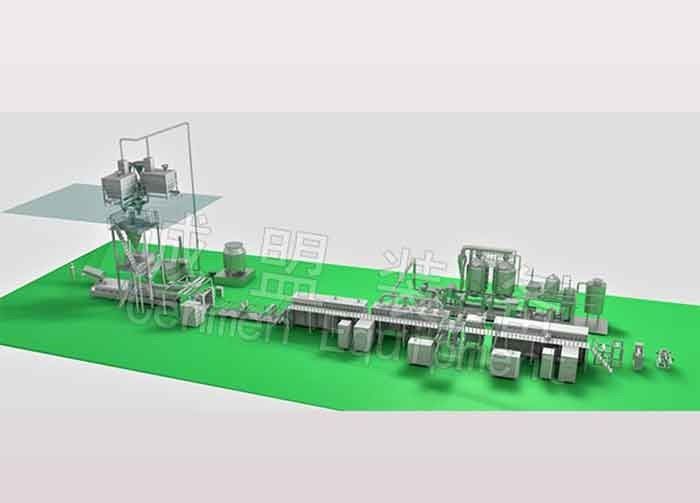
Máy tách polyetylen di động cho dây chuyền sản xuất pin tích lũy chì-axit

I. Hệ thống cho ăn tự động nguyên liệu:
Nạp nguyên liệu thô UHMWPE, SiO2, muội than, chất chống oxy hóa và phụ gia vào phễu sạc, nạp theo tỷ lệ vào phễu cân bằng cảm biến cân (bột, hạt) liên kết với nhau bằng động cơ của phễu sạc, dầu làm đầy đặc biệt Chất lỏng được đưa vào phễu cân chất lỏng bằng bơm đo chất lỏng, độ chính xác kiểm soát của cảm biến cân rắn và lỏng là 0,5%, hệ thống điều khiển áp dụng điều khiển khóa liên động PLC của Siemens.
II. Máy đùn trục vít đôi và hệ thống ép đùn tấm:
Sử dụng máy đùn trục vít đôi để phân tán hỗn hợp và đùn của nguyên liệu thô hỗn hợp. Giường là giường di động, thuận tiện cho việc thay thế và làm sạch vít, được trang bị hệ thống phun chất lỏng, thêm phần trăm dầu đặc biệt có thể được sửa đổi trực tuyến theo yêu cầu quy trình. Sau khi đi qua một bộ lọc, sự tan chảy được tăng cường bởi một máy bơm tan chảy, và sau đó được đùn đều để đúc các tấm vải rộng bằng tấm chết, và chuyển sang bước tiếp theo của quá trình tạo tấm.
III. Đơn vị hình thành năm con lăn:
Lịch 5 con lăn để làm lịch, tạo hình và tạo hình của tấm đúc cuối cùng tan chảy. Sử dụng bộ điều khiển nhiệt độ khuôn độc lập để kiểm soát nhiệt độ con lăn bằng dầu nhiệt, độ chính xác kiểm soát nhiệt độ: ≤ ± 1oC. Con lăn được điều khiển bởi bộ giảm tốc thẳng đứng và tốc độ được điều khiển bởi biến tần và khóa liên động với PLC, điều chỉnh thủy lực cho khe hở của con lăn, độ chính xác có thể được điều chỉnh đến ± 0,015mm để đảm bảo độ dày đồng nhất của dải phân cách PE. Thông qua thiết bị cắt tỉa, khung truyền tải làm mát, máy đo độ dày trực tuyến, tấm định hình được chuyển sang bước tiếp theo bằng máy kéo.
IV. Bể ngâm:
Áp dụng thân thùng bằng thép không gỉ có thể điều chỉnh đặc biệt, bể được tách thành 7 chiếc bên trong, để chứa chất lỏng TCE theo thang để pha loãng từng bước dầu đặc biệt. Mỗi bể bên trong được cấu hình con lăn lên xuống, con lăn xuống có thể được nâng lên xuống để tấm có thể được nhúng vào chất lỏng TCE cùng với con lăn xuống sau khi cuộn dây, nó có thể điều khiển thời gian giữ tấm trong bể khử khí bằng cách điều chỉnh chiều cao nâng để đảm bảo khả năng khử khí đáp ứng yêu cầu của quy trình. Các con lăn được điều khiển bởi động cơ giảm tốc, được truyền bởi bánh xe và xích xích đôi, tốc độ được điều khiển bởi biến tần AC và khóa liên động với PLC, đảm bảo đồng bộ với vận tốc dòng của tấm, phạm vi điều chỉnh tốc độ dòng: 5 ~ 12m / phút .
V. Bể sấy:
Thông qua bể thép không gỉ. 16 con lăn đường kính lớn với hệ thống sưởi được phân bố đều bên trong bể. Mỗi cặp con lăn gia nhiệt được cấu hình lên xuống để làm nóng dải phân cách PE. Làm nóng con lăn nhiệt và làm bay hơi TCE trên thiết bị tách PE lỗ nhỏ, khí TCE bay hơi được bơm vào thiết bị hấp phụ ngưng tụ để tái chế trực tuyến. Các con lăn được điều khiển bởi động cơ giảm tốc, được truyền bởi bánh xe và xích xích đôi, tốc độ được điều khiển bởi biến tần AC và khóa liên động với PLC, đảm bảo đồng bộ với vận tốc dòng của tấm, phạm vi điều chỉnh tốc độ dòng: 5 ~ 12m / phút .
VI. Bể phủ:
Áp dụng bể thép không gỉ, lớp phủ được phủ trên bề mặt của dải phân cách khi dải phân cách PE đi qua bể, con lăn được cấu hình lên xuống bên trong bể, con lăn xuống có cấu trúc điều chỉnh di chuyển lên xuống để điều khiển dải phân cách PE thời gian qua bể sơn để đảm bảo lớp phủ bề mặt đáp ứng yêu cầu quy trình. Các con lăn được điều khiển bởi động cơ giảm tốc, được truyền bởi bánh xe và xích xích đôi, tốc độ được điều khiển bởi biến tần AC và khóa liên động với PLC, đảm bảo đồng bộ với vận tốc dòng của tấm, phạm vi điều chỉnh tốc độ dòng: 5 ~ 12m / phút .
VII. Lớp phủ bể sấy:
Áp dụng bể thép không gỉ, 14 cặp con lăn đường kính lớn với hệ thống sưởi được phân bổ đều bên trong bể. Mỗi cặp con lăn gia nhiệt được cấu hình lên xuống để làm nóng bộ tách PE để đạt được mục đích làm khô của lớp phủ. Các con lăn được điều khiển bởi động cơ giảm tốc, được truyền bởi bánh xe và xích xích đôi, tốc độ được điều khiển bởi biến tần AC và khóa liên động với PLC, đảm bảo đồng bộ với vận tốc dòng của tấm, phạm vi điều chỉnh tốc độ dòng: 5 ~ 12m / phút .
VIII. Thiết bị giám sát đo lỗ hồng ngoại trực tuyến:
Thiết bị này bao gồm nguồn sáng, nhóm CCD, bộ xử lý dữ liệu, IPC, bộ hiển thị và khung cơ học, vv Dữ liệu được thu thập bởi cảm biến hình ảnh CCD được hiển thị trên màn hình sau khi thực hiện xử lý và phân tích để phát hiện đường kính lỗ chân lông kích thước và các khuyết tật khác trên bộ tách PE. Báo động nhẹ cho lỗ nhỏ trên dải phân cách PE lớn hơn kích thước định mức (4μm) và tạo các bản ghi cùng lúc và khóa liên động với hệ thống PLC. Số lượng: 2 bộ. Một cái được đặt ở phía trước lối vào của bể khử mùi, một cái khác được đặt ở phía sau lối ra của bể sấy lớp phủ.
IX. Hệ thống cotnrol điện:
Áp dụng hệ thống điều khiển PLC của Siemens để điều khiển khóa liên động của các thiết bị hoàn chỉnh. Hệ thống điều khiển tập hợp tất cả các loại dữ liệu và cung cấp HMI để làm cho tất cả các loại thông tin được xử lý trong thời gian thực, thực hiện quản lý tự động hóa và thông tin hóa. Phạm vi điều khiển khóa liên động của PLC: Hệ thống cấp liệu tự động, hệ thống trộn, máy đùn trục vít đôi, lịch 5 con lăn, bể khử mùi, bể sấy lò, bể phủ, bể sấy, hệ thống đo lỗ hồng ngoại trực tuyến. Mô-đun PLC là sê-ri Siemens S7-1200, sử dụng màn hình cảm ứng màu 12 inch của Siemens.
Thiết bị tái chế khí ngưng tụ X. TCE:
Áp dụng quá trình ngưng tụ và hấp phụ sâu, trước tiên ngưng tụ khí hỗn hợp khí TCE và không khí đến -40oC, phần lớn khí TCE trong không khí hỗn hợp hóa lỏng và thải vào bể chứa dầu sau khi qua bể tách dầu, hỗn hợp khí dư đi vào bể hấp phụ chứa đầy than hoạt tính để hấp thụ TCE còn lại, bơm ra TCE đã hấp phụ và sau đó đưa vào thiết bị ngưng tụ để ngưng tụ thành chất lỏng để tái chế và thải không khí đã xử lý vào khí quyển. Công suất xử lý của thiết bị: 600Nm3 / h, cấp chống cháy nổ: dⅡBT4, thu hồi khí TCE ≧ 95%.
XI. Thiết bị tách dầu:
Dầu thu được từ bể khử khí và chất lỏng hỗn hợp TCE đi vào ấm phản ứng đặc biệt dầu, ấm phản ứng là thép không gỉ, thể tích 500 ~ 1500L, được trang bị thiết bị gia nhiệt điện và lưỡi trộn để làm cho chất lỏng nóng đều, sử dụng các đặc tính đó điểm sôi của TCE thấp hơn dầu, ấm phản ứng được trang bị cột phân đoạn dọc để tách khí TCE dễ bay hơi và chất lỏng dầu. Dầu được tách ra vào bể tái chế, khí TCE được tái chế sau khi ngưng tụ.